Die
Herstellung von Faltschachtelkarton
Faltschachtelkarton
besteht aus mehreren Lagen. Das Fasermaterial - Zellstoff, Holzschliff und
Altpapier wird in verschiedenen Anlagen unter Zuführung von erheblichen
Wassermengen in eine dünnflüssige F A S E R S U S P E N S I O N verwandelt.
Der Feststoffgehalt - also der Faseranteil - beträgt 1 % und darunter.
Dieses
Wasser / Stoff - Gemisch wird durch Rührwerke laufend in Bewegung gehalten, damit
eine gleichmäßige Faserverteilung auf den Sieben der Kartonmaschine erreicht
wird.
![]() Langsiebmaschine
Langsiebmaschine
![]() Rundsiebmaschine
Rundsiebmaschine
![]() kombinierte
Langsieb/Rundsiebmaschine.
kombinierte
Langsieb/Rundsiebmaschine.
Alle
Kartonmaschinen haben folgenden Grundaufbau: Vom Stoffauflauf in Richtung
Kartonaufrollung sind es folgende Gruppen:
|
|
|
|
|
|
|
|
Nasspartie |
|
|
|
|
|
|
|
|
Die
verschiedenen Kartonmaschinentypen unterscheiden sich nur in der Konstruktion
der Naßpartie. Ist die Kartonbahn in der Nasspartie einmal gebildet und durch
Saugwalzen und Pressen zwischen Filzbahnen bis auf ca. 40% Trockengehalt entwässert,
wird sie in die Trockenpartie eingeführt.
Mit
etwa 60 % Trockengehalt wird dann die Kartonbahn mit der Vorderseite durch kräftige
Anpressung an die hochglanzpolierte Oberfläche des großen Glättzylinders geführt
und dadurch die einseitige Glätte erzeugt.
Die
letzten Stationen der Kartonherstellung sind schließlich die Nachtrockenpartie
mit Leimpresse zur Oberflächenleimung der Rückseite, die Streichanlagen für
Vor- und Hauptstrich der Vorderseite, der Trockenkanal zum Trocknen des
Striches, Trockenglättwerk zur Nachglättung, die Flächengewichts- und
Feuchtigkeitskontroll- und Registriergeräte, eine Bürstenanlage zur Glättung
des Strichs und am Maschinenende die Aufrollung.
Nachfolgend
eine kurze Beschreibung der gängigsten Kartonmaschinen für
Faltschachtelkarton:
Bei
der Langsiebmaschine besteht das Sieb aus einem endlos umlaufenden Plastik- oder
Metallgewebe. Da Faltschachtelkarton stets aus mehreren Lagen besteht, müssen
Langsieb-. maschinen für die Kartonherstellung mehrere Langsiebe haben. Man
spricht daher von Mehr-Langsiebmaschinen.
Wie
schon aus der Bezeichnung ersichtlich, arbeiten Rundsiebmaschinen mit
siebbespannten Zylindern, auf denen durch Entwässerung von Stoffsuspensionen
sehr niedriger Konsistenz eine Blattbildung stattfindet. Dieser Vorgang erfolgt
fort- laufend durch die drehende Bewegung der Zylinder, so dass ein endloses
Papiervlies entsteht. Der Hauptvorteil der Rundsiebmaschine gegenüber der
Langsiebmaschine besteht darin, dass durch die Kombination mehrerer Rundsiebe zu
einem geschlossenen Maschinensystem unter vertretbarem Platzbedarf ein aus
vielen Lagen zusammengegautschter Karton relativ hohen Flächengewichts
hergestellt werden kann. Rundsiebmaschinen sind mit bis zu 10 Rundsieben ausgerüstet.
Auf
modernen Rundsiebmaschinen können heute nahezu alle Faltschachtelkarton-Sorten
mit beachtlicher Geschwindigkeit hergestellt werden.
Die
kombinierte Lang- und Rundsiebkartonmaschine
Bei
diesem Maschinentyp sind die Prinzipien der Blattbildung über Lang- und
Rundsiebe kombiniert. Die Vorderseite des Kartons wird über ein oder mehrere
Langsiebe erzeugt, während die Einlage und Unterlage auf Rundsieben hergestellt
werden. Dieser Maschinentyp ist für die Herstellung von hochwertigen
Faltschachtelkarton—Sorten weit verbreitet.
In
der Streichanlage werden die Kartonsorten einer Deckenbehandlung mit einem aus
Pigmenten und Bindemitteln und gegebenenfalls weiteren Zusätzen bestehenden
Strich versehen.
Es
werden verschiedene Streichverfahren angewendet:
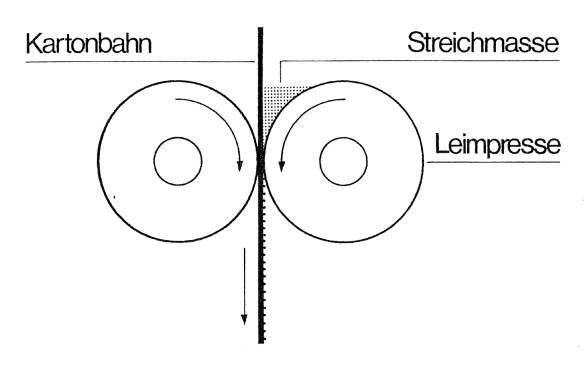
Die
Streichmasse wird im Spalt zweier Walzen ein- oder beidseitig zugeführt. Es
sind nur niedrige Auftragsgewichte möglich, z.B. als Vorstrich oder leichte
Pigmentierung der Kartonoberfläche.
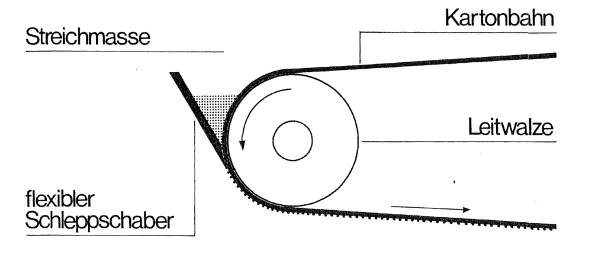
Die
Streichmasse wird mittels eines starren oder flexiblen Rakelmessers dosiert.
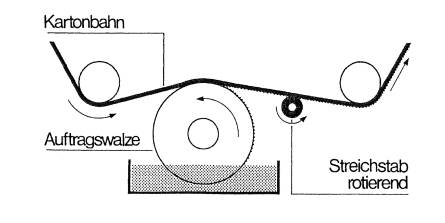
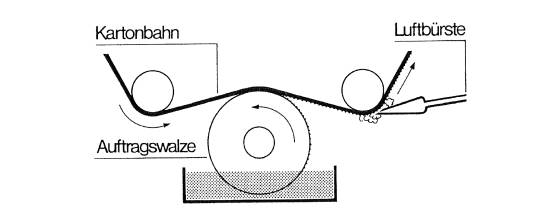
Die
Streichmasse wird von einer Auftragswalze gleich- oder gegenläufig auf die
Kartonbahn übertragen. Die Dosierung und Egalisierung kann mittels gegenläufig
rotierenden Streichstabs oder mittels Luftbürste erfolgen.
Nach
dem Aufbringen der Streichmasse auf die Kartonbahn erfolgt eine Infrarot- oder
Heißlufttrocknung zur Trocknungsbeschleunigung
Der
in Maschinenbreite auf eine Spannachse in großen Rollen aufgewickelte Karton,
in der Fachsprache T a m b o u r genannt, wird nun auf einem Rollenschneider zu
schmaleren Rollen und auf einem Querschneider zu Bogen geschnitten. Fehlerhafte
Ware wird aussortiert und Rollenware verpackt, Bogenware auf Paletten gestapelt
und eingeschrumpft, um einen Feuchtigkeitsaustausch mit der umgebenden Luft zu
vermeiden und gleichzeitig als Schutz gegen Verschmutzung zu dienen.
Der
Formatbereich von Druckmaschinen und Stanzaggregaten richtet sich nach der
jeweiligen Auftragsstruktur. Die Druck- und Stanzformate sind also nicht nur von
den Abmessungen der zu fertigenden Faltschachtel, der Bogenaufteilung und
Kartonmaschinenbreite, sondern auch noch von der maschinellen Ausrüstung des
Verarbeiters abhängig. Eine Vereinheitlichung der Druckformate ist also wenig
zweckmäßig und Standardmaße werden deshalb auch selten eingesetzt.
Bereits
bei der Kartonausrüstung spielt die F a s e r - L a u f r i c h t u n g des
Kartons eine entscheidende Rolle. Auf den Sieben der Kartonmaschine ordnen sich
die Fasern mit dem Fluss des Faserbreies in Laufrichtung der Kartonbahn. Trotz
der Rüttelbewegungen des Siebes verlagern sich zwar die Fasern auch in
Querrichtung, der überwiegende Teil verbleibt jedoch in der Laufrichtung der
Kartonbahn. Den Grad, in dem diese Orientierung stattfindet, gemessen als
Biegesteifigkeit, nennt man das L ä n g s- /Q u e r - Verhä tnis. Die
Biegesteifigkeit ist in Maschinenlaufrichtung stets höher als quer dazu.
Mittels dieses Unterscheidungsmerkmales lässt sich auch sehr leicht die
Faserlaufrichtung von Karton bestimmen, und zwar geschieht das mit der so
genannten Biegeprobe :
Man
schneidet zwei gleichmäßig lange und breite Streifen (etwa 250 x 25 mm) aus
dem Kartonmuster, jeweils ein Muster beider Richtungen, und legt sie
aufeinander, nimmt ein Ende zwischen den Daumen und Zeigefinger und hält das
andere Ende frei in der Luft Anschließend dreht man einen der Streifen um 180°,
so dass der andere Streifen jetzt nach unten liegt. Derjenige Streifen, der
dabei durch sein Eigengewicht stärker abwärts gebogen wird, ist aus der
Querrichtung geschnitten.
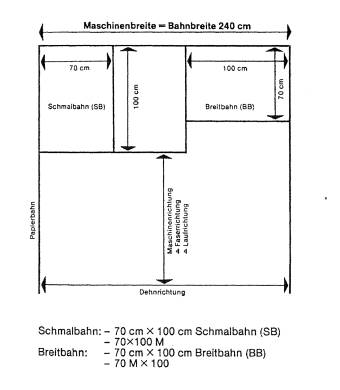
Je
nach Einsatzzweck und im Interesse einer optimalen Bahnbreitenausnutzung werden
die rechteckigen Bogen längs oder quer zur Laufrichtung der Kartonbahn
geschnitten. Wenn die Faserlaufrichtung des Papiers parallel zur langen Seite
verläuft, spricht man von Schmalbahn, verläuft sie parallel zur kurzen Seite,
handelt es sich um Breitbahn.
Zur
Kennzeichnung der Faserlaufrichtung gilt folgende Regelung: Jeweils das Formatmaß,
das quer zur Lautrichtung der Kartonbahn liegt, wird unterstrichen geschrieben
und somit angegeben, ob es sich um eine Schmalbahn oder eine Breitbahn handelt.
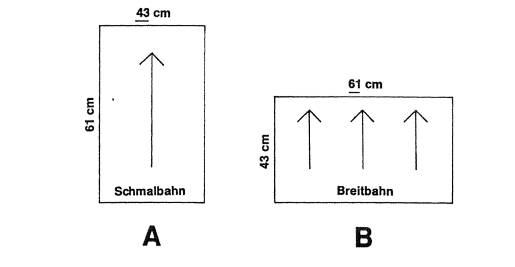
Die
Beispiele A und B werden folgendermaßen beschrieben:
A
Schmalbahn 43 x 61 cm, B Breitbahn 43 x 61 cm.
Auf
der nachfolgenden Skizze ist die Kennzeichnung der Laufrichtung nach DIN 6725
angegeben: